






























40px
80px
80px
80px
SOLUCIÓN CS MFG
Correo electrónico
thomas@cs-mfgsolution.comTeléfono
+86 -13377733867


El taladrado de metales requiere una consideración exhaustiva de las propiedades del material, la selección de herramientas, los parámetros del proceso y el control de calidad. Los siguientes son puntos clave:
1. Selección de herramientas y combinación de materiales Tipos de brocas:
-- Brocas de acero de alta velocidad (HSS): adecuadas para materiales blandos como acero dulce y aleaciones de aluminio; menor costo pero vida útil más corta.
-- Brocas de carburo: se utilizan para materiales de alta dureza como acero inoxidable y aleaciones de titanio; la resistencia al desgaste aumenta de 3 a 5 veces.
-- Brocas de cobalto: al perforar acero inoxidable, se deben utilizar brocas que contengan cobalto (por ejemplo, M35/M42) para evitar el desgaste rápido de las brocas comunes.
-- Parámetros geométricos de la broca: Un ángulo de punta de 130° y un ángulo en espiral de 30°-35° pueden optimizar la eliminación de viruta y la fuerza de corte.
2. Optimización de parámetros de proceso Velocidad de corte y velocidad de avance:
-- Aleación de aluminio: Velocidad de corte 200-600 m/min, velocidad de avance 0,05-0,2 mm/rev.
-- Acero inoxidable: Reduzca la velocidad de corte a 30-60 m/min y la velocidad de avance a 0,02-0,1 mm/rev para reducir la deformación térmica. -- Refrigeración y lubricación: Se debe utilizar aceite de corte o emulsión para reducir el calor por fricción y prolongar la vida útil de la herramienta.
3. Control de calidad de la perforación:
-- Grado de precisión: Precisión de perforación ordinaria IT13-IT11, rugosidad superficial Ra 50-12,5 μm; necesita ampliación/brochado posterior para mejorar a IT7-IT9.
Control de la desviación de la posición del agujero: Durante el taladrado de placas delgadas, se debe utilizar una placa de presión para asegurar el material y evitar deformaciones que puedan provocar un desplazamiento de la posición del agujero. El mecanizado de agujeros profundos (profundidad > 5 veces el diámetro) debe realizarse por pasos y con la eliminación de viruta para evitar el bloqueo de la misma.
4. Manejo de materiales especiales:
-- Acero inoxidable: Requiere baja velocidad y pequeño avance, con lubricante (la salsa de soja es ineficaz; se necesita aceite de corte especial).
-- Aleación de titanio: Propenso a la soldadura por viruta; requiere una máquina de alta rigidez y brocas afiladas; se recomienda la tecnología de enfriamiento por pulsos.
5. Requisitos de seguridad y equipamiento:
-- Equipo de protección: Los operadores deben usar gafas protectoras y guantes resistentes a cortes para evitar salpicaduras de virutas.
-- Mantenimiento del equipo: Compruebe periódicamente el descentramiento del husillo del taladro (≤0,02 mm) y la concentricidad del mandril.

Taller de CNC

Taller de CNC

Taller de CNC
Taller de CNC

Taller de CNC

Taller de CNC
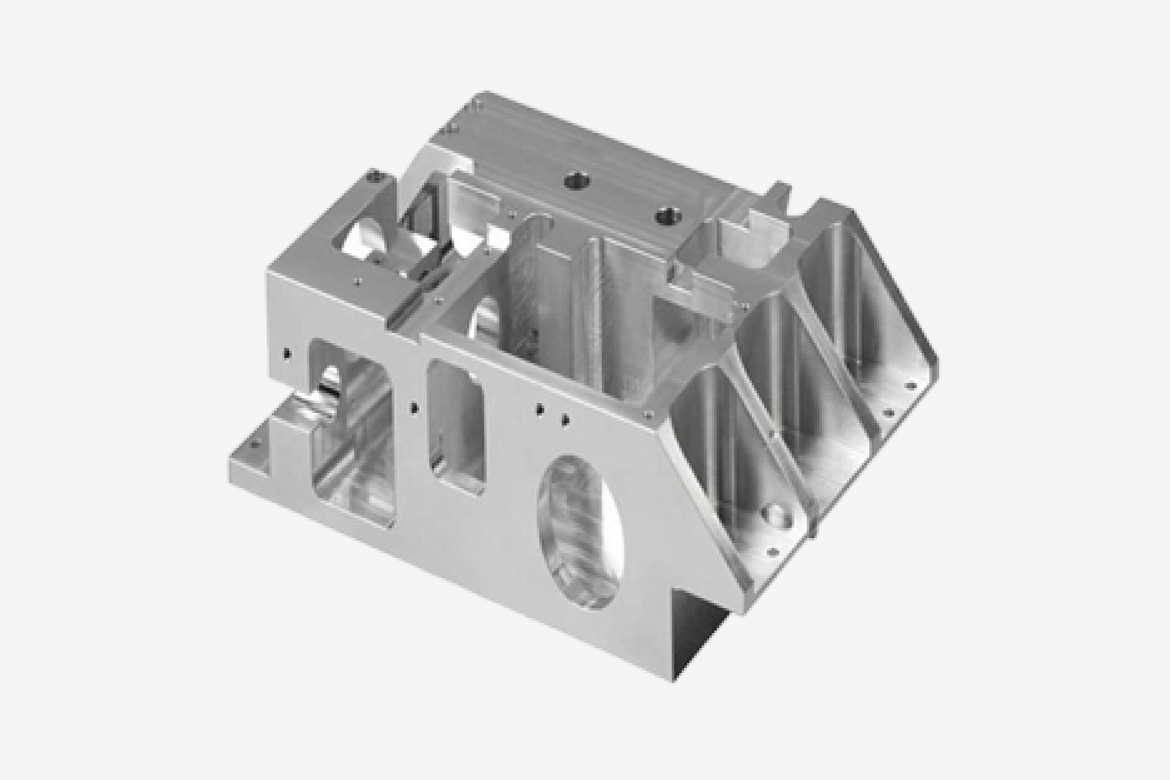
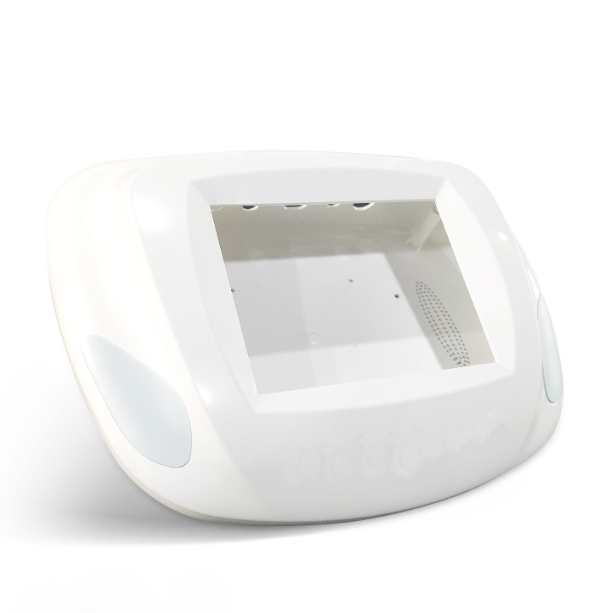
Piezas de fresado CNC
Explore nuestra galería de piezas de fresado CNC para ver componentes fabricados con precisión y alta calidad.





Tolerancias para fresado CNC
3 ejes | 4 ejes | 5 ejes | |
Tamaño máximo de la pieza | 3000*1800*800 milímetros | 850*510*600 milímetros | 925*1050*600 milímetros |
Tamaño mínimo de la pieza | 5*5*5 milímetros | 5*5*5 milímetros | 5*5*5 milímetros |
Tolerancias generales | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Plazo de entrega | Las piezas sencillas se pueden entregar en tan sólo 1 día. | La mayoría de los proyectos se completan en 3 días hábiles. | La mayoría de los proyectos se entregan en 3 días hábiles. |

Características principales del proceso de fresado
1. Corte multifilo y eficiencia
-- Las fresas tienen múltiples filos de corte (por ejemplo, fresas de extremo con 4-6 filos), que pueden participar en el corte simultáneamente, compartiendo la carga y mejorando la eficiencia (30%-50% más que las herramientas de un solo filo).
-- Adecuado para grandes velocidades de avance o mecanizado de alta velocidad de corte, como fresado de superficies con una profundidad de corte de hasta 5-10 mm.
2. Vibración intermitente de corte e impacto
-- Los dientes de corte se acoplan y desacoplan de la pieza de trabajo periódicamente, lo que provoca fluctuaciones en la fuerza de corte y requiere máquinas con buena rigidez (por ejemplo, fresadoras de trabajo pesado) para garantizar la precisión.
-- El corte intermitente facilita el enfriamiento de la herramienta y extiende su vida útil, pero se deben utilizar materiales de herramienta duraderos (por ejemplo, carburo).
3. Flexibilidad del proceso: al cambiar herramientas (por ejemplo, fresas de cara, fresas de ranuras en T), se pueden procesar características complejas como superficies planas, ranuras, engranajes y superficies curvas.
-- Admite enlace multieje (p. ej., fresado de cinco ejes) para lograr el mecanizado de perfiles complejos tridimensionales (p. ej., cavidades de molde).4. Calidad de superficie controlable: el ajuste de los parámetros de corte (p. ej., velocidad de avance, velocidad) puede controlar la rugosidad de la superficie (Ra 0,8-12,5 μm).
-- Los filos de corte secundarios de las fresas pueden pulir superficies con una rugosidad de hasta Ra 0,4 μm.Rango de procesamiento de fresado
1. Procesamiento básico: superficies planas/escalonadas: las fresas de cara (fresas de extremo) procesan superficies planas grandes, las fresas de tres filos procesan escalones.
Ranuras/Chavetas: Las fresas fresan ranuras rectas, las fresas para chaveteros procesan ranuras para chaveteros (precisión IT8-IT9). 2. Procesamiento de características complejas.
-- Engranajes/Roscas: Las fresas de extremo con forma modular procesan engranajes, las fresas de roscar procesan roscas.
-- Cavidades/Moldes: Las fresas de punta esférica procesan curvas tridimensionales (por ejemplo, moldes de inyección).
2. Procesamiento especial
-- Corte/indexación: las hojas de sierra fresan las piezas de trabajo y los cabezales divisores logran orificios/dientes espaciados de manera uniforme.
-- Ranuras de formas especiales: Las fresas de cola de milano y las fresas de ranuras en T procesan estructuras de conexión específicas. Escenarios de aplicación típicos
-- Fabricación de automóviles: fresado de superficies planas de bloques de motor, procesamiento de carcasas de cajas de engranajes.
-- Aeroespacial: Estructuras de fuselajes, componentes estructurales del tren de aterrizaje.
-- Electrónica: Ranuras de montaje para placas de circuitos, conjuntos de aletas disipadoras de calor.
Comparación con otros
ProcesosTorneado:
Adecuado para piezas giratorias (por ejemplo, ejes), el fresado es mejor para perfiles poliédricos/complejos.
Perforación:
El fresado puede sustituir algunas operaciones de perforación (por ejemplo, agujeros de gran diámetro) pero con mayor precisión.












40px
80px
80px
80px
SOLUCIÓN CS MFG
Correo electrónico
thomas@cs-mfgsolution.comTeléfono
+86 -13377733867